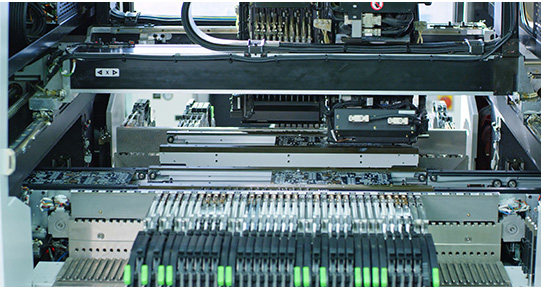
焊點缺陷是SMT貼片加工中最常見、也最能直接拉低直通率與可靠性的“隱形殺手”。據統計,回流焊環節產生的缺陷占整個PCBA不良60%以上,其中焊點問題又占回流焊缺陷的80%。1943科技分享產線大數據,將焊點缺陷歸納為五大典型類型,并給出可立刻落地的工藝參數與設備管理方案,幫助電子制造同行快速降低返修率、提升交付口碑。
一、虛焊(Insufficient Solder)
1. 產生機理
焊膏印刷量不足、助焊劑活性降低或回流區峰值溫度偏低,導致焊料未與焊盤/引腳形成有效冶金結合,出現“假連接”。
2. 關鍵誘因
- 鋼網開孔面積小于焊盤80%,或厚度<0.10 mm,印刷量先天不足
- 焊膏回溫時間<3 h、攪拌不均,金屬含量降至85%以下,黏度下降
- 回流峰值低于焊料熔點15 ℃以上,液相線駐留<40 s,潤濕不充分
3. 解決方案
- 鋼網設計:開孔1:1.02擴出,厚度0.12–0.15 mm;細間距采用階梯減薄+微倒角工藝
- 焊膏管控:2–8 ℃冷藏,上線回溫≥4 h,自動攪拌機2 min,24 h內用完
- 溫度曲線:Sn63Pb37峰值210–225 ℃,SAC305峰值235–245 ℃,液相線以上60–90 s
- 閉環檢測:SPI每片測厚,低于-15%立即停機擦網;AOI+ICT雙檢,發現虛焊即時返修

二、橋連(Solder Bridge)
1. 產生機理
相鄰焊盤間焊膏過量或熔化時表面張力失衡,形成橫向錫橋,導致短路。
2. 關鍵誘因
- 鋼網孔壁粗糙/開孔過大,印刷后焊膏塌陷
- 回流保溫區溫度過高(>180 ℃)、時間過長(>90 s),焊料流動性增強
- 貼片偏移>0.05 mm,元件引腳把焊膏擠出焊盤
3. 解決方案
- 開孔縮小10%,采用“倒錐”激光切割孔壁,降低塌陷風險
- 刮刀速度50–80 mm/s、壓力0.02–0.03 MPa,保持45°角度,減少挖錫
- 優化保溫區:160–180 ℃、60–80 s,讓助焊劑充分揮發又不過度液化
- AOI在線報警+激光標記,橋連板立即隔離,熱風刀局部返修

三、立碑(Tombstoning)
1. 產生機理
片式元件兩端潤濕力不平衡,產生力矩把元件一端拉起,形成“墓碑”。
2. 關鍵誘因
- 焊盤熱容量差異大(一側接地或鋪銅)
- 兩焊盤印刷量差>20%,熔化時間不同步
- 回流溫差>10 ℃,升溫斜率>3 ℃/s
3. 解決方案
- PCB設計:對稱焊盤尺寸,差異≤10%;大銅面加“熱隔離”窗或淚滴鋪銅
- 鋼網:0201/0402元件開孔0.8:1面積比,防錫量過多
- 回流曲線:預熱1–2 ℃/s,恒溫區150–180 ℃,峰值溫差≤±5 ℃
- 貼片:Z軸高度0.05–0.10 mm,貼裝壓力20–30 g,確保居中

四、錫球(Solder Ball)
1. 產生機理
焊膏飛濺或助焊劑沸騰,在阻焊膜上形成直徑>0.13 mm的獨立錫珠,潛在短路風險。
2. 關鍵誘因
- 預熱升溫>4 ℃/s,水分/溶劑瞬間汽化
- 環境濕度>60%,焊膏吸潮
- 鋼板底部未清潔,殘留錫膏二次印刷被擠出
3. 解決方案
- 溫區設置:預熱斜率1–3 ℃/s,保溫區保持150–180 ℃,讓溶劑充分揮發
- 物料管理:開封后24 h內用完,濕度卡<30% RH,線邊放置干燥柜
- 設備保養:每班擦拭鋼板底部,5000片超聲波清洗一次;增加真空吸錫裝置
- AOI+人工目檢雙檢,發現錫珠即用吸錫線+熱風槍清理

五、焊點剝離(Pad Lifting)
1. 產生機理
無鉛合金與PCB基材熱膨脹系數差異大,冷卻階段應力集中,焊點與焊盤界面發生微裂甚至剝離。
2. 關鍵誘因
- 冷卻速率>6 ℃/s,應力瞬間增大
- 焊料合金非共晶,凝固區間寬
- 銅環面積過大,剛性增強
3. 解決方案
- 合金選型:SAC305或添加微量Bi/Ni,降低熱膨脹差
- 冷卻斜率:2–4 ℃/s,自然風冷+底部輔助冷卻,避免急冷
- PCB設計:采用SMD焊盤,阻焊窗限制銅環面積;增加“應力釋放”縫隙
- X-Ray抽檢3%,空洞率>25%或發現剝離即整批返修,并回溯溫度日志

結語
焊點缺陷并非孤立現象,而是“設計-物料-設備-工藝-環境”全鏈條交互的結果。1943科技通過“SPI+AOI+X-Ray”三維閉環檢測與MES數據追溯,將上述五大缺陷總不良率穩定控制在≤0.05%。希望本文的五大原因與解決方案,能為您的SMT產線提供可直接復制的改善模板,攜手把焊點做成“零缺陷”,把交付做成“零投訴”。



 2024-04-26
2024-04-26